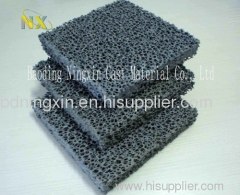
Zirconia Ceramic Foam Filters
| Min. Order: | 100 Piece/Pieces |
|---|---|
| Trade Term: | FOB,CFR,CIF,EXW |
| Payment Terms: | L/C, T/T |
| Supply Ability: | 100000000 |
| Place of Origin: | Shandong |
Company Profile
| Location: | Jinan, Shandong, China (Mainland) |
|---|---|
| Business Type: | Manufacturer, Other |
Product Detail
| Means of Transport: | Ocean, Air, Land |
|---|---|
| Brand Name: | Zhongke |
| Material: | Zirconia |
| Round: | D40~D400 |
| Square/rectangular: | 40x40/50x50/--- 400x400 |
| Thickness: | 10~50mm |
| Holes: | 10~40 ppi |
| Production Capacity: | 100000000 |
| Packing: | Carton with independent package |
| Delivery Date: | According to the quantity |
Product Description
◆Products Usage
Suitable for stainless steel and alloy steel casting
◆Product Function
Filter residue, to reduce the hazard of slag to the casting.
To filter out bubbles in the molten metal.
Rectification, making the flow of the molten metal from turbulent to laminar, reducing the secondary oxidation and suction of the molten metal and improving the performance of the casting.
◆Properties
Working temperature(°C): ≤1700
Through hole rate (%): ≥76
Atmospheric compressive strength (Mpa): ≥1.2
Thermal shock resistance (1100° C) times: ≥2
Bulk density (g/cm3): 0.4 ~ 0.85
Customization is acceptable
◆How To Use
1.The closer the placement to casting cavity, the smaller the chance of secondary oxidation.
2.The design of the gating system should be simpler. It's not necessary to consider other slag blocking measures, which can improve the utilization rate of the sand type and the process yield.
3. The working area of the filter should be 4-6 times of the flow resistance section of the gating system to ensure that the pouring speed is not affected.
4. Selecting the appropriate filter according to the type of casting alloy and the pouring temperature, and it should not be overheated.
5. Selecting appropriate aperture to filter.
6. Filter can not be used to control pouring speed