Window and Door Frame Roll Forming Machine
| Place of Origin: | Zhejiang |
|---|
Company Profile
| Location: | Hangzhou, Zhejiang, China (Mainland) |
|---|---|
| Business Type: | Manufacturer |
Product Detail
| Brand Name: | HZ roll forming |
|---|---|
| Delivery Date: | 60 days |
Product Description
Roll forming is a processing method in which a plurality of pairs of rolls are used as forming tools, and as the rolls are rotated, the strip is fed forward while being sequentially formed to obtain a desired sectional shape. The roll forming process has the characteristics of small initial equipment investment, high production efficiency, high material utilization rate, small product rebound, high precision controllability, and stable quality.
In the rolling production process, since the working direction of the roller can be placed horizontally or vertically, the height and rotation direction of the roller can be flexibly adjusted so that the roller pressing line can produce a variety of complicated parts. Some cross-sectional parts are not possible with stamping methods, such as door sashes. There are many types of roll forming products for automobiles, mainly including front and rear anti-collision beams, door sills, door trim strips, door frame bright strips, seat rails, automotive cross-section longitudinal beams, door upper frames, glass guides, and door guides, sinking sink moldings, etc. And Soontrue's steel frame roll forming machine series can produce window and door frames with consistently high quality.
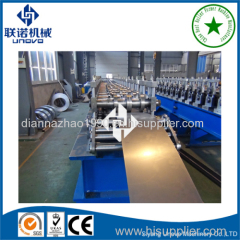
Window and Door Frame Roll Forming Machine For Sale
Window Frame Making Machine
Door Frame Roll Forming Machine
Characteristics of Steel Frame Roll Forming Machine
1. The series of our window and door frame forming machine can produce a variety of specifications of window and door frame rolling machine, can also be customized according to the customer's requests, to meet the needs of all customers.
2.High efficiency, production speed up to 25 m/min.
3. Modular design and manufacturing, parts universal rate are high, simple maintenance.
4. The enhanced design of the mainframe structure and quality control allows us to produce thicker plates for you.
5. All the processing of the frame is completed at one time, and the advanced machine tools ensure the accuracy of the size and position of each fit so that our molding unit almost does not need repeated debugging, with very little dependence on personnel.
6. The automatic program control technology is adopted, the parameter setting is simple and convenient, the degree of automation is high, the system is self-learning ability is strong, the control system uses the high-quality brand, the efficiency is stable, the man-machine interaction interface is kind.
7. Through electrical control, the production of products with multiple specifications, sizes, different hole shapes, product thickness and length can be realized, Automatic feeding, automatic punching, fixed-length cutting, accurate and reliable, and automatic stacking, packaging, and other functions can be configured without manual operation to switch any parts, reducing labor cost, reasonable product structure, pleasing to the eye and high production efficiency.
As one of the leading door frame roll forming machine manufacturers, we supply many high quality products. Welcome both national and international customers to contact us for more information.
Rolling Press Process by Steel Door Frame Roll Forming Machine
The general rolling production plant is equipped with a production line of rolling, drawing, stamping, welding, etc. The rolling line can be combined with various processes to form a continuous production line for different purposes. Among them, rolling and bending are the key processes, the rolling pressure directly determines the sectional shape of the rolling member, and bending determines the bending curvature of the rolling member. The typical production process of the rolling parts is: rolling + bending + stamping + welding. Different rolling parts have different process requirements. For example, if you want to produce the upper part of the front door glass rear guide groove of a model rolling window frame, then the window frame rolling machine will have to go through the processes of "rolling + stamping + welding"; Take the main production process of the front door glass front guide groove as another example, in order to produce this part, the door frame roll forming machine will normally go through the processes of "rolling + bending + stamping".
The Rolling Process Over Window And Door Frame
The rolling production line is mainly composed of an unwinding machine, a butt welding machine, a forming machine, a wheel welding machine, a roll bending unit, a cutting machine, and a collecting stand. The corresponding main process can be decomposed into opening the coil → butt welding strip → forming machine roll shape → wheel welder welding → roll bending machine roll arc → cutting → workpiece collection. According to the production process of the rolling production line, the main processes and equipment corresponding to each process are briefly introduced as follows:
· (1) Strip unwinding The raw material is placed on the coil rack, and the rolling speed of the roller is matched to supply the raw material to meet the feeding requirements. The rolling production line is produced by coiling materials. Commonly used coil materials are cold-rolled carbon steel and low-carbon steel. The loading weight of the coil rack is about 10t, and the interlocking of the brake and the rolling mainline is controllable, and the range of the spindle of the coil rack is determined according to the inner diameter of the coil.
· (2) Strip shear butt welding is to ensure the continuous production of the roller line, avoiding the stoppage of the material, and the rolling of a strip of steel is completed. After the new strip is placed on the coil rack, the strip of steel is placed on the coil. The tail of the material is aligned with the joint of the next coil of the steel coil and is welded by arc welding. Shear butt welding generally requires a strip thickness of 0.8 to 1.5 mm. The hydraulic compaction shear strip steel head and tail are used, and the welded strip steel uses a argon arc welder.
· (3) Forming unit roll forming: The forming unit is the core structure of the rolling line. The forming unit has two functions: roll shape and roll arc. According to the sectional shape of different rolling parts. Different sets of rollers are arranged. The required rollers are fixed on the forming unit, 48 sections, 28 sections, and other different configurations, and the strips are gradually formed by the array rollers. Formed to the design section.
The forming unit is equipped with a motor and a speed reducer and cooperates with the universal joint shaft and the gearbox to drive each roller pressing shaft, and the rolling pressing shaft drives the roller to move the strip to the desired section. The forming unit line speed range is 0~12m/min, the speed can be adjusted, and the production speed is generally controlled at 6~8m/min. For the forming unit equipped with the quick mold changing device, the whole line roller switching time is only 20min.
For parts with curvature requirements, the roller is rolled by several sets of specific rollers, and the parts are rolled into the required curvature, which is the aforementioned roll bending process. The roll bending is to form the already spot welded parts into the arc required by the design through several sets of specific rollers. The working principle is to place the profiles between the staggered center rollers and the movable rollers, and the center roller position is fixed. The position of the movable roller is adjustable. By adjusting the relative position between the movable roller and the central roller, the profile can obtain uniform plastic deformation and bending radius.
The roll forming unit should consider the interchangeability with the tooling such as the roller so that it can adapt to the installation and production of various types of rolling tools. The relevant standards can be established by the structure of the roll forming unit and the roller. For the newly developed product, it is considered to use the original unit and part of the roller, and under the condition that only part of the roller is replaced, the rolling piece with a similar section can be produced. Achieve a multi-port shared production line, reduce the cycle and cost of new tooling development, and improve the utilization rate of the production line.
· (4) The wheel welder wheel welding unit is arranged between the roller unit and the roller unit. According to the welding requirements of the roller, the parts with wheel welding requirements are subjected to the formed parts by the wheel welder. Welding, to prevent the section of the finished product from unfolding, the spot welding pitch can be adjusted by adjusting the rotation speed of the wheel welder. Currently, the spot welding pitch of the window frame parts is about 60 mm.
· (5) Cutting machine cutting The pieces that are continuously rolled out are cut off equidistantly by the cutting device to meet the next production process; the cutting machine must be able to start quickly when cutting the product and keep it in line with the line speed, which can be quickly completed after the cutting operation Reset.