


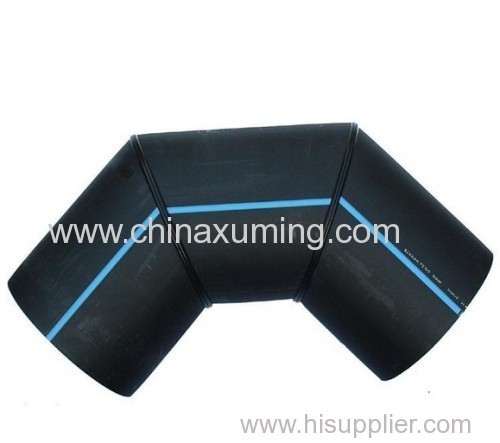
PE Butt Fusion Welding 90 Degree Elbow Pipe Fittings
| Min. Order: | 10 Piece/Pieces |
|---|---|
| Trade Term: | FOB |
| Payment Terms: | L/C, T/T |
| Supply Ability: | 100000pcs/month |
| Place of Origin: | Zhejiang |
Company Profile
| Location: | Ningbo, Zhejiang, China (Mainland) |
|---|---|
| Business Type: | Manufacturer, Trading Company, Agent |
Product Detail
| Model No.: | XM-W002 |
|---|---|
| Means of Transport: | Ocean, Air |
| Head Code: | Square |
| Shape: | Equal |
| Technics: | Others |
| Type: | Elbow |
| Material: | Plastic |
| Connection: | Welding |
| Brand Name: | OEM |
| Material: | HDPE80 or HDPE100 |
| Working Pressure: | SDR17 |
| Working Tempreture: | -40℃~40℃ |
| Connection: | Butt Fusion Welding |
| Specifications: | DN90-DN1200 |
| Color: | Black |
| Packing: | Bags |
| Working Life: | More than 50 years |
| Export Area: | All over the world |
| Process: | Butt Fusion Welding |
| Production Capacity: | 100000pcs/month |
| Packing: | carton |
| Delivery Date: | 45 days |
Product Description
PE Butt Fusion Welding 90 Degree Elbow Pipe Fittings

***Advantages and welding of PE butt fusion welding 90 degree elbow pipe fittings:
PE butt fusion welding 90 degree elbow pipe fittings is light, which is more common for partial application pe80 pe100 grade level and two standards , including :
PE80 density of about 0.94 g / cm 3, PE100 density of about 0.96 g / cm 3 ;
Easy thermoplastic - easy to process ( such as injection molding, extrusion molding
Remanufacturing easy recycling
Good resistance to radiation and chemical stability
Good resistance to cold , the temperature can be -40 ℃ to +40ºC
Excellent electrical insulation properties , is not affected by electrolytic corrosion
Malleable - extended break PE80> 700% PE100> 600%
Anti- erosion resistance - 8 times better than steel
Approximately half of the low thermal conductivity of glass
Smooth surface , unlike the role of metal pipes rust easily with oxygen crusts
pe pipe connection into fused pipe connections and fittings connected to melt , the more ordinary side, the other , as well as socket connections, this method is applied to a small size.
1 , fused connection : Follow these steps: First check , and then is cut pipe , pipe fittings joints clean , scrape the oxide layer , connecting the two parts of the tube and pipe fittings , calibration welder , welding parameter adjustment in accordance with the welding voltage, welding Dimensions , electricity, welding, and then finally cooled.
2, the hot melt connection : the inner surface of the pipe surface and the pipe is inserted while the welding is non-rotating die head is heated for a few seconds , then quickly removed and welding device , the heat pipe has a fast vertical insertion tube , packing, cooling to .
3 , socket connections, relatively simple, not elaborate here .
***Specifications:
 | |||
| Size | Size | Size | Size |
| DN90 | DN110 | DN125 | DN140 |
| DN160 | DN180 | DN200 | DN225 |
| DN250 | DN280 | DN315 | DN355 |
| DN400 | DN450 | DN500 | DN560 |
| DN630 | DN710 | DN800 | DN900 |
| DN1000 | DN1200 | ||
***Basic performance of raw materials for pipe fittings
| Paramenter | Units | Requirement | Test Value |
| Density | kg/m³ | ≥930 | 23ºC |
| Melt flow rate | g/10min | 0.2~1.4 | 190ºC,5kg |
| Thermal slaility (OIT) | min | >20 | 200ºC |
| Volati lematter content | mg/kg | ≤350 | |
| Moisture content | mg/kg | ≤300 | ASTM D 4019:1994a |
| Carbon black content | % | 2.0~2.5 | |
| Crbon black dispersion | grade | ≤3 | |
| Gas proof components | h | ≥20 | 80ºC,2MPa(Hoop stress) |
Resistance to slow crack growth (En>5mm) | h | 165 | 80ºC,0.80MPa(Testing pressure) 80ºC,0.92MPa(Testing pressure) |
***Performance requirement of pipe fittings
| NO. | Item | Requirement | Test value |
| 1 | 20ºC hydrostatic strength | No damage, no leakage | Hoop stress: PE80 10.0MPa PE100 12.4MPa Testing temperature: 20ºC Testing time: ≥100h |
| 2 | 80ºC hydrostatic strength | No damage, no leakage | Hoop stress: PE80 4.50MPa PE100 5.40MPa Testing temperature: 80ºC Testing time: ≥165h |
| 3 | 80ºC hydrostatic strength | No damage, no leakage | Hoop stress: PE80 4.50MPa PE100 5.40MPa Testing temperature: 80ºC Testing time: ≥1000h |
| 4 | Tensile strength of butt-fusion pipe fittings | Test to destruction: Flexible is good | Testing temperature:23ºC±2ºC |
| 5 | Welding strength of electro-fusion | Percentage of brittle peel: ≤33.3% | Testing temperature:23ºC±2ºC |
| 6 | Oxidation induction time | >20min | 200ºC |
| 7 | Melt flow rate | Tube melt rate of change not exceeding ±20% of the raw material | 190ºC, 5kg |
***Fitting Fusion Machine
